|
Sehr geehrte Damen und Herren,
heute möchten wir Sie über neu erschienene FOSTA Abschlussberichte aus den Schwerpunktbereichen Mobilität, Bauwesen und Maschinenbau informieren.
Diese und alle weiteren FOSTA Berichte finden Sie im Shop von stahldaten.de.
Wir wünschen Ihnen nun eine interessante Lektüre.
Ihr Team der FOSTA
|
P 872 - Entwicklung eines einfachen Qualitätssicherungstests für die Anwendung höherfrequenter Hämmerverfahren

Die ermüdungsfestigkeitssteigernde Wirkung von höherfrequenten Hämmerverfahren (HFH) konnte an einer Vielzahl von für die Nachbehandlung geeigneter Konstruktionsdetails nachgewiesen werden. Eine zuverlässige Anwendung von HFH-Verfahren setzt neben anerkannten Regeln für die Bemessung und der Qualifizierung von Anwendern auch die Qualifizierung und Qualitätssicherung des Geräts bzw. seiner Betriebseinstellungen voraus. Darüber hinaus ist der Nachweis einer ausreichenden Nachbehandlungsqualität am Bauteil erforderlich. Hierbei scheinen zunächst drei verschiedene Ansätze möglich, die im Rahmen dieser Kurzstudie und einem parallel dazu laufenden DASt-Forschungsprojekt untersucht wurden. weiterlesen
|
|
P 1020 - Praxisgerechte Schweißverbindungen von höherfesten Stählen – Weiterentwicklung der Bemessungsregeln und Verfahrensoptimierungen unter Berücksichtigung des Verformungsvermögens
Durch verschiedene Restrektionen in der Bemessung und Ausführung von Stahl- und Anlagenbauten ist ein wirtschaftlicher Einsatz von höherfesten Baustählen in diesem Bereich nur eingeschränkt möglich. Das Ziel des Forschungsvorhabens war daher die Schaffung von Grundlagen, die zu einer deutlichen Verbesserung der Einsatzbedingungen höherfester Stähle in Schweißverbindungen führen. Die Notwendigkeit zur Verbesserung der technischen Regeln für die Bemessung und Ausführung ergab sich aus einer Vielzahl von weiteren Gründen. So sind die zulässigen Schweißnahtspannungen von Matching- und Overmatching-Verbindungen für viele Verbindungsformen und Kombinationen aus Grund- und Schweißzusatzwerkstoff zu konservativ festgelegt. Der Korrelationsbeiwert βw wurde für den ungünstigsten Fall festgelegt, bei dem Flankenkehlnähte auf Parallelschub beansprucht werden. Für einen großen Anteil der Schweißverbindungen ist es aber nicht erforderlich, dass die Festigkeit des Grundwerkstoffes erreicht oder gar überschritten wird. Dies gilt zum Beispiel für Halsnähte geschweißter I- und Kastenprofile, gelenkige Stirnplattenanschlüsse, Stumpfstöße in Bereichen geringer Beanspruchung und für viele weitere Fälle. weiterlesen
|
|
P 1042 - Ermüdungsfestigkeit feuerverzinkter Verbunddübelleisten im Verbundbrückenbau

Untersuchungen der letzten Jahre haben gezeigt, dass die Feuerverzinkung von Stahlbauteilen in Brückenkonstruktionen wirtschaftliche und ökologische Vorteile bringt. Es konnte gezeigt werden, dass der Korrosionsschutz einer Feuerverzinkung auch in einer Umgebung mit hoher Korrosivität über die Lebensdauer einer Brücke von 100 Jahren bestehen kann, so dass keine größeren Instandhaltungsmaßnahmen des Korrosionsschutzes erforderlich sind. Parallel dazu wurde eine weitere innovative Lösung zur Steigerung der Effizienz von Verbundbrücken entwickelt. Ausgehend von mehreren Forschungsprojekten und einer ersten Anwendung im Jahr 2003, bieten Verbunddübelleisten nachweislich eine wirtschaftliche Lösung zur Schubverbindungen zwischen Stahlträger und Betonplatte in Verbundbrückenkonstruktionen. Kontinuierliche Verbesserungen und Weiterentwicklungen führten schließlich zu einer von der FOSTA beantragten allgemeinen bauaufsichtlichen Zulassung durch das DIBt in Deutschland. Zahlreiche Brücken mit dieser neuen Technologie wurden und werden seither in Deutschland und auch im Ausland gebaut. Allerdings kann die Feuerverzinkung aktuell noch nicht bei Brücken mit Verbunddübelleisten verwendet werden, da die Einflüsse der Feuerverzinkung auf die Ermüdungsfestigkeit von brenngeschnittenen Verbunddübelleisten nicht bekannt sind. Der erforderliche Nachweis der Ermüdung nach DIN EN 1993-1-9 kann daher derzeit nicht durchgeführt werden. weiterlesen
|
|
P 1132 - Erweiterung der Ermüdungsbemessung von K-Knoten mit Spalt aus RHP und KHP auf hochfeste Stähle und dickwandige Profile

Zur Umsetzung des Leichtbaus werden zunehmend auch ermüdungsbeanspruchte Konstruktionen aus hochfesten Stählen hergestellt. Im Fachwerkbau ist dabei der K-Knoten mit Spalt die bevorzugte Knotenkonfiguration. Zur leichteren Anwendung und Bemessung solcher Knoten aus hochfesten Stahlgüten und mit größeren Wanddicken müssen die bestehenden Bemessungsregeln angepasst und erweitert werden. Das zu diesem Zweck durchgeführte Versuchsprogramm umfasst insgesamt 55 Ermüdungsversuche an K-Knoten aus Rechteckhohlprofilen (RHP) und Kreishohlprofilen (KHP) unterschiedlicher Abmessungen aus S355, S500 und S700. K-Knoten kleinerer Abmessungen werden bei TNO in Delft, Niederlande auf einem Versuchsstand mit Einzelzylindern geprüft. K-Knoten mit großen Abmessungen werden am KIT in Karlsruhe auf einem eigens angefertigten Prüfrahmen geprüft. Die Auswertung der experimentellen Untersuchungen erfolgt nach dem Nennspannungskonzept der EN 1993-1-9 (2010) durch die Erstellung von Wöhlerkurven. weiterlesen
|
|
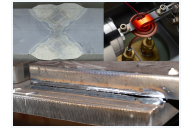
P 1151 - Erprobung des Laserstrahl-Unterpulver Hybridschweißverfahrens für die industrielle Anwendung im Bereich großer Blechdicken
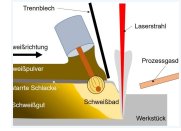
Die bisherigen Untersuchungsreihen zum Laserstrahl-Unterpulver Hybridschweißen haben die grundsätzliche Nutzbarkeit der neu entwickelten Verfahrensvariante klar nachgewiesen. Die erreichten Schweißnahtqualitäten bei Lage-Gegenlage Verbindungsschweißungen unter Einsatz beider Laserstrahltypen (CO2 und Festkörper) sind im Rahmen der durchgeführten Untersuchungen mehr als zufriedenstellend. Blechdicken bis zu 50 mm konnten - bei geringer Porosität - reproduzierbar gefügt werden.
Ziel des aktuellen Projektes war die Optimierung und Homogenisierung der mechanisch-technologischen Kennwerte von Verbindungsschweißungen in Lage- Gegenlage Technik über die Nahttiefe, auf Basis der Erprobung geeigneter Draht- Pulver Kombinationen. Als Laserstrahlquelle wurde ein Festkörperlaser verwendet, welcher mit den applizierten optischen Komponenten einen Spotdurchmesser von 0,4 mm bereitstellte. Im gleichen Schritt wurde die Steigerung der Prozessstabilität gegenüber in den Laserfußpunkt vorlaufende Schlacke durch die Erprobung entsprechend zäher und strombelastbarer Schweißpulvervarianten untersucht.
weiterlesen
|
|
P 1178 - Quantifizierung der Einflüsse aus Fertigungsautomatisierung und Innenschweißen auf die Ermüdungsfestigkeit von Hohlprofilknoten für Offshore-Windenergieanlagen
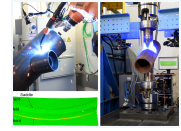
Die Entwicklung in der Offshore-Windenergie hin zu größeren, leistungsstärkeren An-lagentypen sowie die zeitgleich zunehmenden Wassertiefen der projektierten Wind-parks stellt u. a. Designer und Fertiger der Gründungsstrukturen von Windenergiean-lagen vor wachsende Herausforderungen. Neben dem Gründungskonzept der XL-Monopiles rückt wegen der Kombination aus dem vergleichsweise geringen Materialverbrauch bei gleichzeitig hoher Steifigkeit, auch die Jacketgründung in den Fokus. Der Fertigungsaufwand der Jackets ist verglichen mit Monopiles groß; kann jedoch durch die Nutzung von Standardrohren mit automatisiert gefertigten Jacketknoten reduziert werden. weiterlesen
|
|
P 1185 - Zur Anwendung der Feuerverzinkung an Hilfsbrücken für die Deutsche Bahn
Hilfsbrücken mit unterschiedlichen Spannweiten und Bauweisen werden von der DB Netz AG bei zeitlich befristeten Baumaßnahmen an und neben Bahnstrecken zum Abfangen der Gleise verwendet. Die Einsatzdauer der Brücken beträgt in der Regel zwischen mehreren Tagen bis maximal drei Jahren. Der Bedarf an Hilfsbrücken ist groß, da zurzeit und in näherer Zukunft viele Brücken in Stand gesetzt werden müssen und zahlreiche Neue errichtet werden sollen. Der derzeitig verwendete Korrosionsschutz besteht aus einer organischen Beschichtung, welche aufgrund von hoher mechanischer Belastung durch Montage und Transport oft instandgesetzt werden muss, um Korrosionsschäden wie Unterrostungen oder Lochfraß und eine damit verbundene Materialschwächung zu vermeiden. Mit einer hohen Instandsetzungsrate sind zudem ein hoher Aufwand und auch ein hoher Ressourcenverbrauch verbunden. Die Feuerverzinkung ist ein bekanntes Korrosionsschutzverfahren, mit dem erhebliche Vorteile bezüglich Dauerhaftigkeit und Beständigkeit verbunden sind. Mit Forschungsergebnissen der letzten Jahre zum Einfluss der Feuerverzinkung auf die Ermüdungsfestigkeit der Bauteile wurden Grundlagen geschaffen für eine Anwendung unter zyklischer Belastung. weiterlesen
|
|

